BECKHOFF基于PC的控制技术在印刷机上的应用
发布时间:2012-09-03
摘要:本文主要介绍了德国倍福(BECKHOFF)基于PC的控制技术在瓦楞纸板印刷机上的应用。以基于PC的控制系统--PC-BASE系统为主体,并与上位机以及HMI之间建立通讯,能高速、高效的完成瓦楞纸板印刷机控制需求。
关键词:BECKHOFF PC-BASE 上位机 瓦楞纸板印刷机
一、 项目简介
1、项目背景
基于倍福PC-BASE系统的瓦楞纸板印刷机,其研发地点位于湖北京山轻工机械股份有限公司。湖北京山轻工机械股份有限公司主要以纸板、纸箱的生产和研发为主,是中国最大的纸板、纸箱包装机械生产和出口基地之一,是中国轻工总会和中国包装总公司定点生产纸制品包装机械的最大骨干企业之一。
此次研发的印刷机系我公司在原有印刷机基础上,对设备结构进行了升级改造,对控制系统进行了更新,增加了自动换单系统、生产管理系统、远程诊断和维护系统,极大地提高了设备的自动化程度。
2、设备工艺介绍
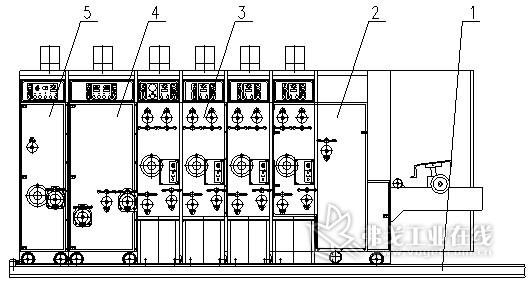
图1 整机示意图
1、 轨道 2、送纸部 3、印刷部 4、开槽部 5、模切部
印刷机设备主要由轨道、送纸部单元,印刷单元,开槽单元和模切单元组成。其中,轨道为其他部件的支撑体,用于承载其他部件的质量和引导其移动;送纸部是印刷机的起始部分,它是将送纸桌上的纸板自动、连续、准确的送入印刷、开槽以及模切等部分,纸板通过送纸部后,表面变得清洁,从而使印刷质量得到了有效保证;印刷单元一般由1~6组相同的设备组成。每个色组对应一种颜色,纸板经过印刷单元时候,依靠纸板与印版之间的重合,使印版上的油墨附着在纸板上,从而完成对纸板的印刷;开槽单元承接印刷完毕的纸板,对纸板进行压痕、修边、开槽、切角、打孔等加工,使印好的纸板变成纸箱箱坯;模切单元对印刷好图案文字的纸板进行纸箱箱坯的滚切加工。纸板依次进过送纸、印刷、开槽和模切(可选)后,成为印好图案的纸箱,再经过后续设备的加工处理,就可以变成完成完整的纸箱了。根据纸板的规格,印刷效率一般在每分钟100~300片之间。
3、项目硬件组成
针对印刷机的控制需求,此次用到的控制系统的硬件设备主要由以下几个部分组成:
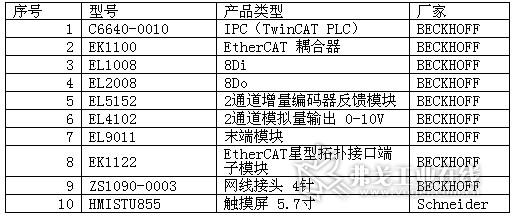
表1 :印刷机控制系统硬件组成
4、项目设备图片
采用此系统,我们开发了两款不同规格的印刷机,如图所示为其中一款机型。纸板最大印刷机面积为2200mmX3500mm。

图2 整机设备

图3 远程I/O模块
二、 控制系统构成
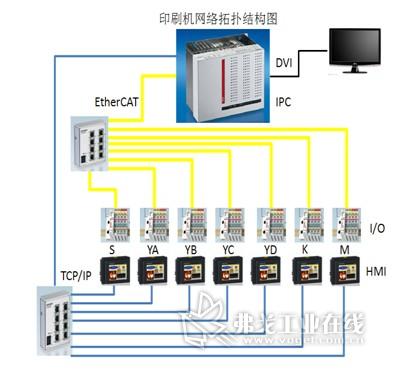
图4 控制系统网络拓扑结构图
印刷机整个控制系统的网络拓扑结构如图所示。工控机(IPC)为控制的主体,利用倍福TwinCAT自动化软件编写逻辑控制程序在工控机上运行,通过EtherCAT高速以太网现场总线来收发各机组远程I/O端子模块信息,同时运行生产管理系统软件,对生产过程进行管控;各机组上安装HMI,通过TCP/IP协议与IPC建立通讯,以显示各部分的工况和调整工艺参数。
三、 控制系统完成的功能
1、 设备的逻辑过程控制
利用倍福TwinCAT自动化软件的PLC功能,编写逻辑控制程序,控制设备的启停、移动、位置显示调整等。
各部分的功能写成独立的程序段,相同功能写成功能块,便于多次调用,同时也便于程序的可移植性。
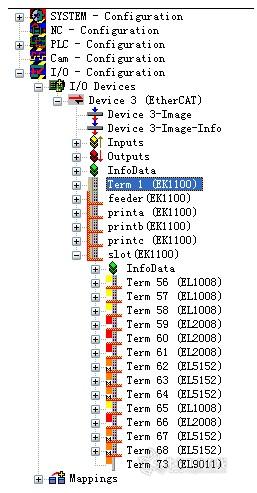
图5硬件配置
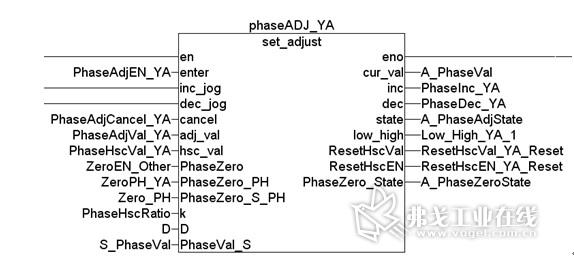
图6 程序功能块示例
2、生产管理
利用高级语言编写上位机程序,应用在工控机上。通过BECKHOFF固有通讯方式与TwinCAT的PLC程序进行通讯,可以输入订单、发送换单指令到印刷机的各部分,各部分按照指令,进行相应的调整。同时,生产管理系统,能收集各部分的生产状态信息并保存于计算机中,以便查阅。管理系统主界面如图所示。

图7 生产管理系统主界面
3、远程诊断、维护
必要时将工控机接入Internet,工程师就可以通过Internet远程操作方式,观察现场设备的工况。同时,还可以对程序进行升级和更新。
4、视频监控
在印刷机上安装无线网络摄像头,在显示器上就可以看到印刷机的运行情况。如接入Internet,还可以将现场运行状态发送到异地办公系统及工程技术人员。可移动的无线网络摄像头特别适合于工程师查找现场故障。
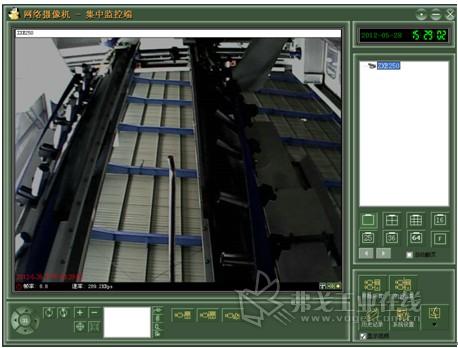
图8 网络摄像头监控画面
四、 项目运行
此产品在京山轻机2012年5月份的新产品展示会中推出的两款不同规格的印刷机中得到了完美的展示。
五、 开发体会
经过近两个月的程序编写和安装调试,我们在利用BECKHOFF基于PC的控制技术进行开发过程中也有如下体会:
1、在产品开发之前,我们做了大量的市场调查和方案对比。发现在相同性能下,此套控制系统相对于其他系统来说,如西门子、施耐德等,价格略低,价格上相对于其他品牌产品来说具有一定的优势。
2、基于PC的控制网络拓扑结构清晰、明了,施工工艺简单,特别是远程I/O控制模式特别适宜于一对多的管理。同时将PLC控制系统和上位机管理系统植入到同一个工控机,既降低了成本,也大大减小了上位机与下位机之间进行通讯而造成的开发难度。
3、基于PC的编程软件TwinCAT通用性较强,与目前常见的NC系统如力士乐、施耐德等编程一致,且简单易学,易于程序的编写和调试,节省人力和物力。
当然,这套系统也存在一定的缺点,其对工控机的硬件和软件依赖性很高,需保证良好的工控环境和网络环境。如非法操作造成的硬盘损坏和接入网络后中毒都有可能控制系统的损坏。
参考文献
1、TwinCAT PLC 编程手册(2011 更新版)。
测试社区